设备用途
用于防盗门/防火门/医疗门/净化门等各类钢制、不锈钢门门扇前后门板的一次性冲孔、成型。

作业原理
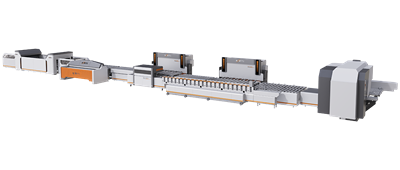
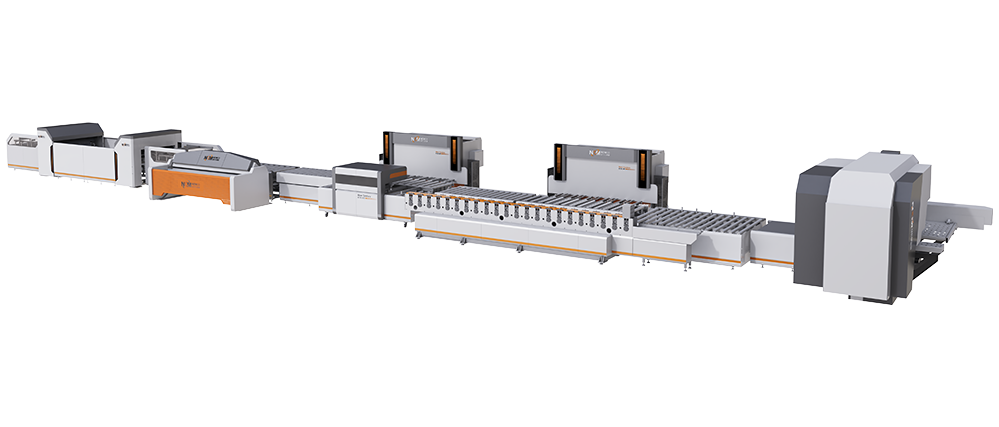
● 通过机械手实现自动上料,通过集成冲孔/数控冲孔/激光切割的方式,实现门板孔位以及斩角的成型,通过560辊轧成型的方式,实现锁边/铰链边边框的交替成型,通过液压翻边的方式,实现上下两头的成型,同时整线采用PLC控制系统,确保各个节拍的完美契合。
产品特色
● 全自动化作业,一键启关,一个普工即可操作,后续还可按需配置电脑下单软件,实现办公室下单,操作方便,自动化程度高;
● 全部工序均可在线上完成,无需额外的周转空间及周转怠工,最大化生产效率及场地利用;
● 560辊轧成型方式能实现部分折弯成型方式无法实现的边框成型,适用性广;
组合方式
1、组合冲床+前板/后板独立生产流水线
1)产品图片(缺失,后补)
 2)生产流程(产品视频)(缺失,后补)
2)生产流程(产品视频)(缺失,后补)

3)方案优势
● 组合冲床方式,一体成型,生产效率快,同时可进行拉伸孔成型;
● 前后板各自一条线,最大化生产效率;
4)技术参数
技术参数 | 参考指标 |
进料板厚 | (0.5-1.0)mm,根据客户需求定制 |
进料板宽 | (400~1200)mm,根据客户需求定制 |
生产速度 | (30-40)S/P |
总功率 | 30-80kw,视产品配置而定 |
控制系统 | 台达/西门子(可选) |
2、组合冲床+前后板一机生产流水线
1)产品图片(缺失,后补)

2)生产流程(产品视频)(缺失,后补)

3)方案优势
● 组合冲床方式,一体成型,生产效率快,同时可进行拉伸孔成型;
● 前后板一机生产,成本低,前期投入少;
4)技术参数
技术参数 | 参考指标 |
进料板厚 | (0.5-1.0)mm,根据客户需求定制 |
进料板宽 | (400~1200)mm,根据客户需求定制 |
生产速度 | (30-40)S/P |
总功率 | 30-80kw,视产品配置而定 |
控制系统 | 台达/西门子(可选) |
3、激光切割+前板/后板独立生产流水线
1)产品图片(缺失,后补)

2)生产流程(产品视频)(缺失,后补)

3)方案优势
● 激光切割方式,无需模具,按需定制孔位,适用性更广;
● 前后板各自一条线,最大化生产效率;
4)技术参数
技术参数 | 参考指标 |
进料板厚 | (0.5-1.0)mm,根据客户需求定制 |
进料板宽 | (400~1200)mm,根据客户需求定制 |
生产速度 | (30-40)S/P |
总功率 | 30-80kw,视产品配置而定 |
控制系统 | 台达/西门子(可选) |
4、激光切割+前后板一机生产流水线
1)产品图片(缺失,后补)

2)生产流程(产品视频)(缺失,后补)

3)方案优势
● 激光切割方式,无需模具,按需定制孔位,适用性更广;
● 前后板一机生产,成本低,前期投入少;
4)技术参数
技术参数 | 参考指标 |
进料板厚 | (0.5-1.0)mm,根据客户需求定制 |
进料板宽 | (400~1200)mm,根据客户需求定制 |
生产速度 | (30-40)S/P |
总功率 | 30-80kw,视产品配置而定 |
控制系统 | 台达/西门子(可选) |
知识产权及认证





细节展示
1、上料机械手(选配):用于门板板料的自动化上料;

● 替代传统的人工上料方式,节省人工投入;
● 采用吸盘方式上料,上料平稳;
2、滚筒输送架:用于门板生产全线的输送

● 采用伺服电机,可确保平稳运行/抗干扰和多种控制模式;
● 滚筒采用优质材质(橡胶、硅胶、聚氨酯)能够起到静音减噪、承重性强、运行平稳、耐磨损;
● 机身采用“拉焊”工艺,进一步提高机身各连接处的稳定性和提高使用寿命;
3、NCM-168 多功能组合冲床(可选):用于门板铰链侧/锁侧边框孔位以及斩角的成型

● 可按需选配数量,实现各类不同门板边框的组合成型;
● 详情可查看对应单机页
4、NCM-JG 光纤激光切割机(可选):用于门板铰链侧/锁侧边框孔位以及斩角的成型

● 可按需选配数量,实现各类不同门板边框的组合成型;
● 详情可查看对应单机页
5、NCM-169 单头组合冲床(选配):用于门板猫眼孔或者特殊孔位的辅助成型

● 可按需选配数量,实现各类不同门板边框的组合成型;.
● 详情可查看对应单机页
6、冲孔机械手:用于门板集成冲孔时的定位以及送料/取料

● 气动夹板,牢固且不会损坏门板表面
● 自动送料,自动取料,精准定位,无需人为干预
7、NCM-560 门板成型机:用于门板锁边/铰链边的边框成型

● 可按需选配数量,实现各类不同门板边框的组合成型;
● 详情可查看对应单机页
8、NCM-110 液压翻边机:用于门板上下两头的翻边

● 可按需选配数量,实现各类不同门板边框的组合成型;
● 详情可查看对应单机页
9、电控系统:整条流水线的控制系统,可按需设置生产方式以及控制设备运行;

● 整线通过各类输送装置实现工序的串联,并经由PLC控制系统统一控制;
● 整线串联,一键操作,操作方便,对工人技能需求低;
● 可预设生产方式,变动灵活,适用各类生产需求;
随机资料及随机附件
1、随机资料
序号 | 名称 | 数量 | 备注 |
1 | 发货清单 | 1份 | |
2 | 验收报告 | 1份 | |
3 | 使用说明书 | 1套 | |
4 | 电气原理图 | 1套 |
2、随机附件
序号 | 名称 | 规格 | 数量 | 备注 |
1 | O型圈 | 16*3.1 | 5只 | |
2 | O型圈 | 20*3.1 | 5只 | |
3 | O型圈 | 30*3.1 | 5只 | |
4 | O型圈 | 32*3.1 | 5只 | |
5 | 开口扳手 | 13-16 | 1把 | |
6 | 开口扳手 | 16-18 | 1把 | |
7 | 活动扳手 | 12*300 | 1把 | |
8 | 内六角扳手 | 1.5-10# | 1套 | |
9 | 外六角扳手 | 6-24# | 1套 | |
10 | 十字螺丝刀 | 1把 | ||
11 | 内六角扳手 | 12# | 1把 | |
12 | 小一字螺丝刀 | 1把 |
用户方应给予的配合
1、电源:380V,50HZ,电压波动量为-5%~+10%;当电压有较大波动,用户须配备稳压器,否则会导致低压电器处于非正常工作状态,电器件寿命降低或损坏、加工产品报废、电机报警导致停止工作、电脑硬盘损坏等问题。
2、气源:输出 0.6Mpa 以上,干燥清洁的压缩空气,供气量 0.3 立方米/分钟;如果空气干燥程度不够,用户应配备冷干机,否则会出现气动部件进水致使活塞摩擦阻力变大,磨损密封圈导致漏气等问题,尤其冬天容易结冰,导致气动部件损坏加剧。
3、环境温度:0°C~+40°C;低于 0°C 会导致油水分离器、气罐等可能有水的部件结冰,润滑油因温度过低导致过于粘稠,影响润滑效果,从而导致部件的损坏或失效。
4、环境湿度:相对湿度 20~80%RH(非冷凝)。
5、远离强振源及电磁干扰;如果距离过近用户须配备滤波器,否则会引起电脑屏幕闪动、LED 灯闪动、驱动器报警、编码器异常,或干扰其他临近设备等问题。
6、少灰尘、无有害及腐蚀性气体的环境。
7、设备工作时禁止断电,并保持电压稳定。
如您有任何问题,欢迎您留言给我们,我们会在第一时间回复您。
Related Products



微信公众号 官方抖音号
移动电话:13736701777
固定电话:0086-577-65357766
传真:0086-577-65355577售后电话(M.P): 0086-577-66000580
售后专线